સ્ટીલની સરખામણીમાં, ગ્લાસ ફાઇબર રિઇનફોર્સ્ડ કમ્પોઝિટ સામગ્રીમાં હળવા પદાર્થ હોય છે અને સ્ટીલની ઘનતા એક તૃતીયાંશ કરતાં ઓછી હોય છે.જો કે, તાકાતની દ્રષ્ટિએ, જ્યારે તણાવ 400MPa સુધી પહોંચે છે, ત્યારે સ્ટીલ બાર ઉપજ તણાવ અનુભવશે, જ્યારે ગ્લાસ ફાઇબર સંયુક્ત સામગ્રીની તાણ શક્તિ 1000-2500MPa સુધી પહોંચી શકે છે.પરંપરાગત ધાતુની સામગ્રીની તુલનામાં, ગ્લાસ ફાઇબર સંયુક્ત સામગ્રીમાં વધુ જટિલ નિષ્ફળતા પદ્ધતિઓ સાથે વિજાતીય માળખું અને સ્પષ્ટ એનિસોટ્રોપી હોય છે.વિવિધ પ્રકારના લોડ હેઠળ પ્રાયોગિક અને સૈદ્ધાંતિક સંશોધન તેમના યાંત્રિક ગુણધર્મોની વ્યાપક સમજ પ્રદાન કરી શકે છે, ખાસ કરીને જ્યારે રાષ્ટ્રીય સંરક્ષણ સાધનો અને એરોસ્પેસ જેવા ક્ષેત્રોમાં લાગુ કરવામાં આવે છે, જેમાં તેમની જરૂરિયાતો પૂરી કરવા માટે તેમની લાક્ષણિકતાઓ અને યાંત્રિક ગુણધર્મો પર ઊંડાણપૂર્વક સંશોધનની જરૂર હોય છે. ઉપયોગ વાતાવરણ.
નીચેના યાંત્રિક ગુણધર્મો અને ગ્લાસ ફાઇબર સંયુક્ત સામગ્રીના નુકસાન પછીના વિશ્લેષણનો પરિચય આપે છે, આ સામગ્રીના ઉપયોગ માટે માર્ગદર્શન પૂરું પાડે છે.
(1) તાણ ગુણધર્મો અને વિશ્લેષણ:
સંશોધન દર્શાવે છે કે ગ્લાસ ફાઇબર પ્રબલિત ઇપોક્સી રેઝિન સંયુક્ત સામગ્રીના યાંત્રિક ગુણધર્મો દર્શાવે છે કે સામગ્રીની સમાંતર દિશામાં તાણ શક્તિ ફાઇબરની ઊભી દિશામાં કરતા ઘણી વધારે છે.તેથી, વ્યવહારુ ઉપયોગમાં, ગ્લાસ ફાઇબરની દિશા તેના ઉત્તમ તાણ ગુણધર્મોનો સંપૂર્ણ ઉપયોગ કરીને, તાણની દિશા સાથે શક્ય તેટલી સુસંગત રાખવી જોઈએ.સ્ટીલની તુલનામાં, તાણની શક્તિ નોંધપાત્ર રીતે વધારે છે, પરંતુ ઘનતા સ્ટીલ કરતાં ઘણી ઓછી છે.તે જોઈ શકાય છે કે, ગ્લાસ ફાઇબર સંયુક્ત સામગ્રીના વ્યાપક યાંત્રિક ગુણધર્મો પ્રમાણમાં વધારે છે.
સંશોધનોએ દર્શાવ્યું છે કે થર્મોપ્લાસ્ટિક સંયુક્ત સામગ્રીમાં ઉમેરવામાં આવેલા ગ્લાસ ફાઇબરની માત્રામાં વધારો કરવાથી ધીમે ધીમે સંયુક્ત સામગ્રીની તાણ શક્તિ વધે છે.મુખ્ય કારણ એ છે કે જેમ જેમ ગ્લાસ ફાઈબરનું પ્રમાણ વધે છે તેમ તેમ સંયુક્ત સામગ્રીમાં વધુ કાચના તંતુઓ બાહ્ય દળોને આધિન થાય છે.તે જ સમયે, કાચના તંતુઓની સંખ્યામાં વધારો થવાને કારણે, કાચના તંતુઓ વચ્ચેનું રેઝિન મેટ્રિક્સ પાતળું બને છે, જે ગ્લાસ ફાઇબર પ્રબલિત ફ્રેમના નિર્માણ માટે વધુ અનુકૂળ છે.તેથી, ગ્લાસ ફાઇબરની સામગ્રીમાં વધારો થવાથી બાહ્ય ભાર હેઠળ સંયુક્ત સામગ્રીમાં રેઝિનમાંથી ગ્લાસ ફાઇબરમાં વધુ તાણ પ્રસારિત થાય છે, અસરકારક રીતે તેમના તાણ ગુણધર્મોમાં સુધારો કરે છે.
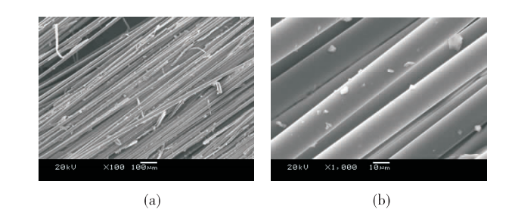
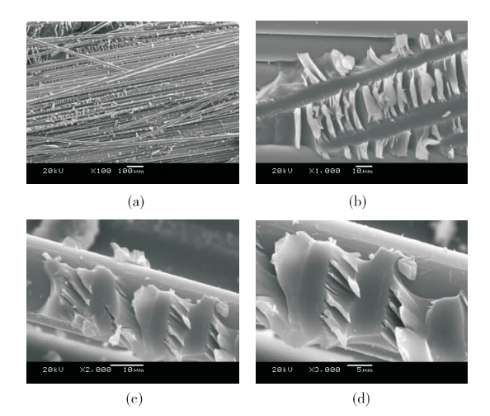
ગ્લાસ ફાઇબર અસંતૃપ્ત પોલિએસ્ટર સંયુક્ત સામગ્રીના તાણ પરીક્ષણો પરના સંશોધનોએ દર્શાવ્યું છે કે કાચ ફાઇબર પ્રબલિત સંયુક્ત સામગ્રીની નિષ્ફળતા મોડ એ ટેન્સાઇલ વિભાગની ઇલેક્ટ્રોન માઇક્રોસ્કોપી સ્કેનિંગ દ્વારા ફાઇબર અને રેઝિન મેટ્રિક્સની સંયોજન નિષ્ફળતા છે.અસ્થિભંગની સપાટી દર્શાવે છે કે ટેન્સાઇલ વિભાગ પર રેઝિન મેટ્રિક્સમાંથી મોટી સંખ્યામાં કાચના તંતુઓ ખેંચાય છે, અને રેઝિન મેટ્રિક્સમાંથી ખેંચાયેલા કાચના તંતુઓની સપાટી સરળ અને સ્વચ્છ છે, સપાટી પર બહુ ઓછા રેઝિન ટુકડાઓ વળગી રહે છે. કાચના તંતુઓનું, પ્રદર્શન બરડ અસ્થિભંગ છે.કાચના તંતુઓ અને રેઝિન વચ્ચેના કનેક્શન ઇન્ટરફેસમાં સુધારો કરીને, બંનેની એમ્બેડિંગ ક્ષમતામાં વધારો થાય છે.ટેન્સાઇલ સેક્શન પર, કાચના તંતુઓના વધુ બંધન સાથે મેટ્રિક્સ રેઝિનના મોટાભાગના ટુકડાઓ જોઇ શકાય છે.વધુ વિસ્તરણ અવલોકન દર્શાવે છે કે બહાર કાઢેલા કાચના તંતુઓની સપાટી પર મોટી સંખ્યામાં મેટ્રિક્સ રેઝિન બોન્ડ હોય છે અને કાંસકો જેવી ગોઠવણી રજૂ કરે છે.અસ્થિભંગની સપાટી નરમ અસ્થિભંગ દર્શાવે છે, જે વધુ સારી યાંત્રિક ગુણધર્મો પ્રાપ્ત કરી શકે છે.
(2) બેન્ડિંગ કામગીરી અને વિશ્લેષણ:
ગ્લાસ ફાઇબર રિઇનફોર્સ્ડ ઇપોક્સી રેઝિન કમ્પોઝિટ સામગ્રીના યુનિડાયરેક્શનલ પ્લેટ્સ અને રેઝિન કાસ્ટિંગ બોડી પર ત્રણ પોઇન્ટ બેન્ડિંગ થાક પરીક્ષણો હાથ ધરવામાં આવ્યા હતા.પરિણામો દર્શાવે છે કે થાકના સમયના વધારા સાથે બંનેની બેન્ડિંગ જડતા ઘટતી રહી.જો કે, ગ્લાસ ફાઇબર પ્રબલિત યુનિડાયરેક્શનલ પ્લેટોની બેન્ડિંગ જડતા કાસ્ટિંગ બોડી કરતા ઘણી વધારે હતી અને બેન્ડિંગ જડતાનો ઘટાડો દર ધીમો હતો.સમય જતાં તિરાડો દેખાવાનો વધુ થાક સમય હતો, જે દર્શાવે છે કે ગ્લાસ ફાઇબર મેટ્રિક્સના બેન્ડિંગ પરફોર્મન્સ પર વધારે અસર કરે છે.
કાચના તંતુઓની રજૂઆત અને વોલ્યુમ અપૂર્ણાંકમાં ધીમે ધીમે વધારો થવાથી, સંયુક્ત સામગ્રીની બેન્ડિંગ તાકાત પણ તે મુજબ વધે છે.જ્યારે ફાઈબર વોલ્યુમ અપૂર્ણાંક 50% હોય છે, ત્યારે તેની બેન્ડિંગ સ્ટ્રેન્થ સૌથી વધુ હોય છે, જે મૂળ તાકાત કરતાં 21.3% વધારે હોય છે.જો કે, જ્યારે ફાઇબર વોલ્યુમ અપૂર્ણાંક 80% હોય છે, ત્યારે સંયુક્ત સામગ્રીની બેન્ડિંગ તાકાત નોંધપાત્ર ઘટાડો દર્શાવે છે, જે ફાઇબર વિનાના નમૂનાની મજબૂતાઈ કરતા ઓછી છે.સામાન્ય રીતે એવું માનવામાં આવે છે કે, સામગ્રીની નીચી તાકાત આંતરિક માઇક્રોક્રેક્સ અને વોઇડ્સને કારણે હોઇ શકે છે જે મેટ્રિક્સ દ્વારા ફાઇબર્સમાં ભારના અસરકારક ટ્રાન્સફરને અવરોધે છે, અને બાહ્ય દળો હેઠળ, માઇક્રોક્રેક્સ ઝડપથી વિસ્તરણ કરીને ખામી બનાવે છે, આખરે નુકસાન થાય છે. આ ગ્લાસ ફાઈબર કમ્પોઝિટ મટિરિયલનું ઈન્ટરફેસ બોન્ડિંગ મુખ્યત્વે ફાઈબરને લપેટવા માટે ઊંચા તાપમાને ગ્લાસ ફાઈબર મેટ્રિક્સના સ્નિગ્ધ પ્રવાહ પર આધાર રાખે છે અને વધુ પડતા કાચના તંતુઓ મેટ્રિક્સના સ્નિગ્ધ પ્રવાહને મોટા પ્રમાણમાં અવરોધે છે, જે વચ્ચેના સાતત્યને ચોક્કસ અંશે નુકસાન પહોંચાડે છે. ઇન્ટરફેસ
(3) ઘૂંસપેંઠ પ્રતિકાર કામગીરી:
પ્રતિક્રિયા બખ્તરના ચહેરા અને પાછળ માટે ઉચ્ચ-શક્તિવાળા ગ્લાસ ફાઇબર રિઇનફોર્સ્ડ સંયુક્ત સામગ્રીનો ઉપયોગ પરંપરાગત એલોય સ્ટીલની તુલનામાં વધુ સારી રીતે ઘૂંસપેંઠ પ્રતિકાર ધરાવે છે.એલોય સ્ટીલની તુલનામાં, વિસ્ફોટક પ્રતિક્રિયા બખ્તરના ચહેરા અને પાછળ માટેના કાચ ફાઇબર સંયુક્ત સામગ્રીમાં વિસ્ફોટ પછી નાના અવશેષ ટુકડાઓ હોય છે, કોઈપણ મારવાની ક્ષમતા વિના, અને વિસ્ફોટક પ્રતિક્રિયા બખ્તરની ગૌણ હત્યા અસરને આંશિક રીતે દૂર કરી શકે છે.
પોસ્ટ સમય: નવેમ્બર-07-2023


